- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

제어 밸브의 "불감대" 분석
2022-09-25
데드밴드는 대형 프로세스에서 편차의 주요 원인입니다. 제어 밸브는 마찰, 공기 이동, 스풀 비틀림, 증폭기 또는 슬라이드 밸브의 데드밴드와 같은 다양한 이유로 인해 계측 루프에서 데드밴드의 주요 원인입니다.
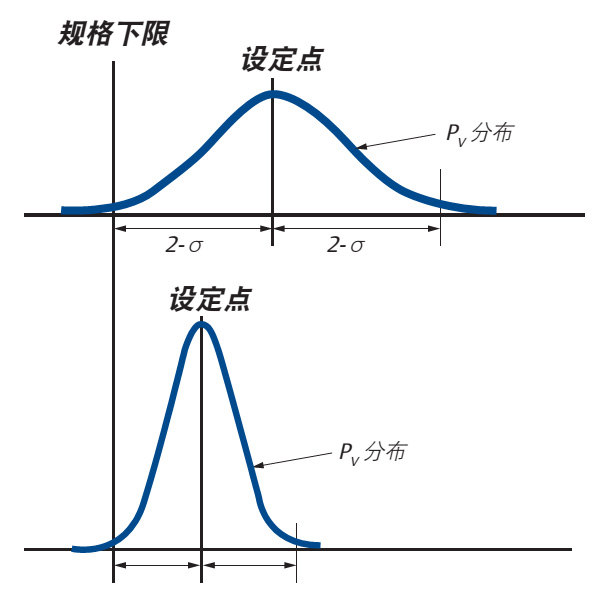
불감대는 일반적인 현상이며 입력 신호가 방향을 변경할 때 테스트 중인 프로세스 변수가 변경되는 것을 허용하지 않는 컨트롤러 출력 값의 범위 또는 폭을 나타냅니다. 부하 외란이 발생하면 프로세스 변수가 설정값에서 벗어납니다. 이 드그런 다음 컨트롤러가 생성한 수정 조치에 의해 위반이 수정되고 프로세스로 되돌아갑니다. 그러나 컨트롤러 출력의 초기 변경은 프로세스 변수의 해당 수정 변경을 생성하지 않을 수 있습니다. 해당 프로세스 변수의 변경은 컨트롤러 출력이 데드밴드의 변경을 극복하기에 충분히 큰 양만큼 변경되는 경우에만 발생합니다.
컨트롤러 출력이 방향을 변경하면 컨트롤러 신호가 데드밴드를 극복하여 프로세스 변수의 수정 변경을 생성해야 합니다. 프로세스에 데드 밴드가 있다는 것은 컨트롤러 출력이 데드 밴드를 극복하기에 충분히 큰 양으로 증가해야 함을 의미합니다. 그래야만 시정 조치가 취해집니다.
â 데드밴드의 원인
데드밴드의 원인은 여러 가지가 있지만 컨트롤 밸브의 마찰과 공기 이동, 로터리 밸브 스핀들의 비틀림 및 증폭기의 데드밴드가 몇 가지 일반적인 형태입니다. 대부분의 변조 제어 동작은 작은 신호 변경(1% 이하)으로 구성되므로 데드 밴드가 큰 제어 밸브는 너무 많은 작은 신호 변경에 전혀 응답하지 않을 수 있습니다. 잘 제조된 밸브는 1% 이하의 신호에 반응할 수 있어야 공정 편차를 효과적으로 줄일 수 있습니다. 그러나 밸브의 데드밴드가 5% 이상인 것은 드문 일이 아닙니다. 최근 공장 감사에서 밸브의 30%가 4% 이상의 불감대를 갖는 것으로 밝혀졌습니다. 감사된 제어 루프의 65% 이상이 2%보다 큰 불감대를 가지고 있었습니다.
● 데드밴드의 영향
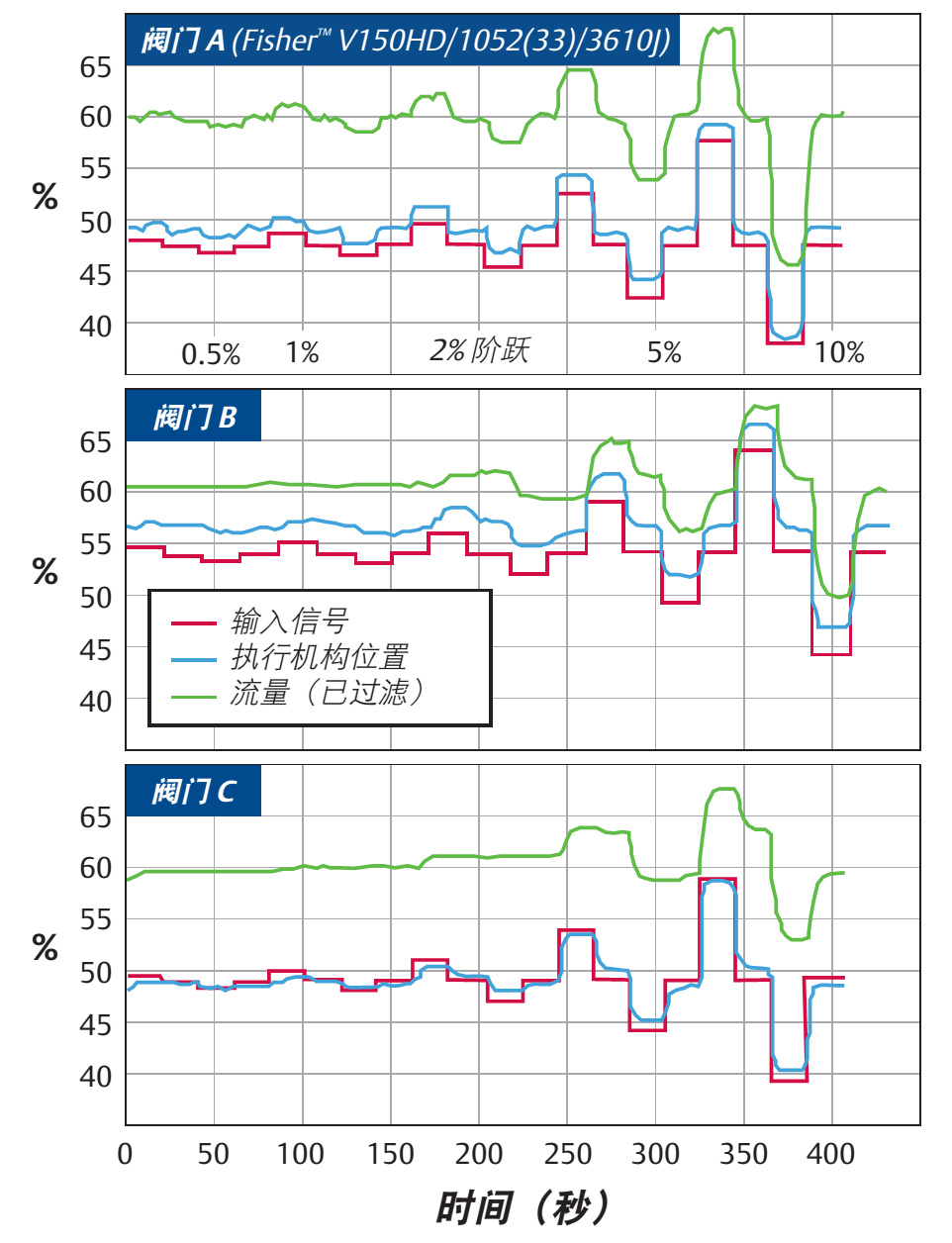
이 그래프는 정상 공정 조건에서 3개의 다른 제어 밸브에 대한 개방 루프 테스트를 나타냅니다. 이 밸브는 0.5% ~ 10% 범위의 단계 입력을 받습니다. 유체 조건에서 단계 테스트는 이러한 조건을 통해 대부분의 표준 테스트에서와 같이 밸브 액츄에이터만이 아니라 전체 제어 밸브 어셈블리의 성능을 평가할 수 있기 때문에 필요합니다.
● 성능 테스트
제어 밸브 성능의 일부 테스트는 입력 신호를 액추에이터 푸시로드의 스트로크와 비교하는 것으로 제한됩니다. 이것은 밸브 자체의 성능을 무시하기 때문에 오해의 소지가 있습니다.
중요한 것은 유체 조건에서 밸브의 동적 성능을 측정하여 프로세스 변수의 변화를 밸브 어셈블리에 대한 입력 신호의 변화와 비교할 수 있도록 하는 것입니다. 밸브 스템만 밸브 입력 신호의 변경에 응답하는 경우 제어 변수의 해당 변경 없이 프로세스 편차에 대한 수정이 없기 때문에 이 테스트는 거의 관련이 없습니다.
세 가지 밸브 테스트 모두에서 액추에이터 푸시 로드의 움직임은 입력 신호의 변화에 잘 반응했습니다. 반면에 밸브는 입력 신호의 변화에 따라 유량을 변경하는 능력이 상당히 다릅니다.
밸브 A, 프로세스 변수(유량)는 0.5%의 작은 입력 신호에도 잘 반응합니다.
밸브 B는 각 입력 신호 단계에 잘 응답하기 시작하기 전에 5% 이상의 입력 신호 변화가 필요합니다.
훨씬 더 나쁜 경우, 밸브 C는 각 입력 신호 단계에 잘 응답하기 시작하기 전에 10% 이상의 신호 변화가 필요합니다.
전반적으로 공정 편차를 개선하기 위한 밸브 B 또는 C의 능력은 매우 좋지 않습니다.
● 마찰
마찰은 제어 밸브에서 데드밴드의 주요 원인입니다. 로터리 밸브는 밀봉에 필요한 높은 시트 하중으로 인한 마찰에 매우 민감합니다. 일부 씰 유형의 경우 폐쇄 등급을 얻으려면 높은 시트 하중이 필요합니다. 높은 마찰력과 낮은 구동 변형 강성으로 인해 밸브 샤프트가 비틀려 제어 요소에 동작을 전달할 수 없습니다. 그 결과, 잘못 설계된 로터리 밸브는 공정 편차 정도에 결정적인 영향을 미치는 큰 불감대를 나타낼 수 있습니다.
제조업체는 일반적으로 제조 공정 중에 로터리 밸브의 씰에 윤활유를 바르지만 불과 몇 백 사이클 후에 윤활층이 마모됩니다. 또한 압력 유발 하중으로 인해 씰이 마모될 수도 있습니다. 결과적으로 일부 밸브 유형의 경우 밸브 마찰이 400% 이상 증가할 수 있습니다. 이것은 토크가 안정화되기 전에 밸브를 평가하기 위해 표준 유형의 데이터를 사용하여 성능에 대해 도출된 결론이 잘못된 것임을 분명히 합니다. 밸브 B와 C는 이러한 더 높은 마찰 토크 계수가 제어 밸브의 성능에 치명적인 영향을 미칠 수 있음을 보여줍니다.
패킹 마찰은 마찰 간접 스트로크 제어 밸브의 주요 원인입니다. 이러한 유형의 밸브에서 측정된 마찰은 밸브 형태 및 패킹 구성에 따라 상당히 다를 수 있습니다.
이 간격으로 인해 장치가 방향을 변경할 때 움직임이 중단될 수 있습니다. 간격은 일반적으로 다양한 기어 드라이브 구성이 있는 장치에서 발생합니다. 랙 및 피니언 액츄에이터는 특히 여유 공간으로 인해 불감대에 취약합니다. 일부 밸브 스핀들 연결에도 불감대 문제가 있습니다.
좋은 밸브 설계로 마찰을 크게 줄일 수 있지만 완전히 제거하는 것은 어려운 문제입니다. 잘 설계되고 제조된 제어 밸브는 간극으로 인한 불감대를 제거할 수 있어야 합니다. 공정 편차를 줄이는 최적의 결과를 얻으려면 전체 밸브 어셈블리의 총 데드 스페이스가 1% 이하여야 하며 이상적인 결과는 0.25%만큼 낮아야 합니다.